
Шипорезка.ру - инструменты столярам! Найти г.Москва, Б. Академическая д. 24, корп. 1 - Адрес выдачи согласованных заказов при самовывозе !  Статьи. | Купить: Пн-Пт: 09.00-19.00, Суббота: 9:30-14:00 Воскр.: Выходной 8-903-296-84-19 Справки по телефонам с 09:30 до 18:00 (Московское): ( Юрий Михайлович ) г.Москва, Б. Академическая д. 24, корп. 1 - Адрес выдачи согласованных заказов при самовывозе !  Заказать звонок: Заказать звонок: | |
 Каталог изделий Шипорезка FMT для фрезера Шипорезка FMT для фрезера Ящичная шипорезка и ящичные шаблоны Ящичная шипорезка и ящичные шаблоны Втулки копировальные для фрезера Втулки копировальные для фрезера Пластины для установки фрезера в стол Пластины для установки фрезера в стол Пластины для циркулярки и электролобзика в стол Пластины для циркулярки и электролобзика в стол Профили для фрезерного стола, приспособления, услуги и прочее Профили для фрезерного стола, приспособления, услуги и прочее Фрезерный стол Фрезерный стол Распиловочный стол Распиловочный стол Комбинированные фрезерно-распиловочные столы Комбинированные фрезерно-распиловочные столы Столешницы, подстолья и верстаки Столешницы, подстолья и верстаки Транспортиры для фрезерного и циркулярного столов. Упоры Транспортиры для фрезерного и циркулярного столов. Упоры Ящичные и мебельные соединения - набор комплектующих Ящичные и мебельные соединения - набор комплектующих Измерительные инструменты и электротехника. Измерительные инструменты и электротехника. Фрезы по дереву для ручного фрезера Фрезы по дереву для ручного фрезера Свёрла и зенкеры. Свёрла и зенкеры. Пильные диски по дереву. Пильные диски по дереву. Наши проекты Наши проекты Уголок металлиста Уголок металлистаА также:Быстрый поиск:Код товара: стоимость: строка поиска:  Тип товара: НайтиЛазерная резкаЛазерная резка по вашим чертежам Токарные и фрезерные работыИзготовление под заказ. Токарные и фрезерные работы. | Инструкция по эксплуатации шипорезки FMT Шипорезка предназначена для фрезерования шипов и ответных пазов, которые широко применяются в каркасной мебели. ВНИМАНИЕ! Поскольку конструкция постоянно совершенствуется, конкретный экземпляр может несколько отличаться от приведенных фото, также могут быть отличия в креплении заготовок. Здесь показан самый первый вариант. Общие сведения и подготовка к работеШипорезка состоит из станины и съемной пластины, на которую крепится фрезер. Станина включает в себя раму 1, подвижную столешницу 2, пластину-основание для крепления заготовок 3, которая может наклоняться и фиксироваться в требуемом положении с помощью винтов 4.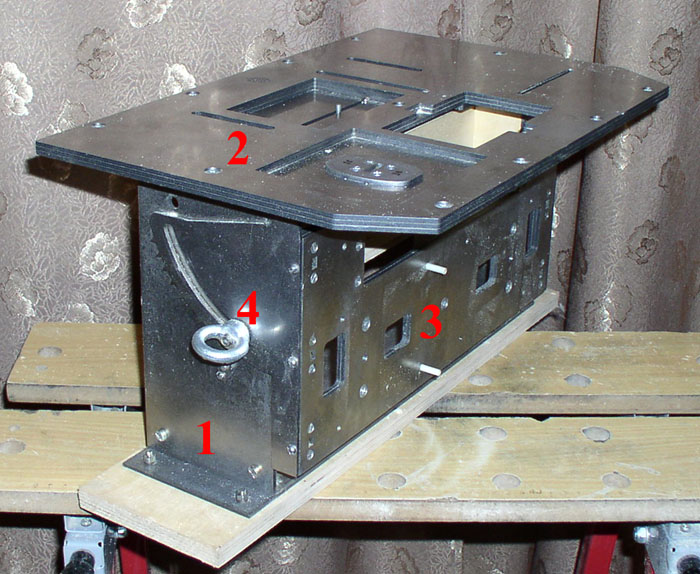 Съемная пластина имеет два штифта, правый копировальный 5 и левый направляющий, установленный на механизме регулировки плотности соединения 6. Посередине пластины закрепляется фрезер. 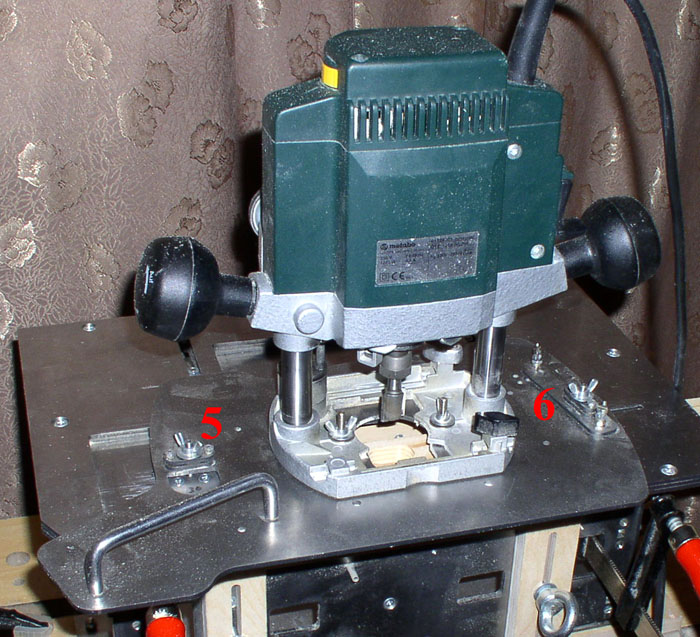 На подвижной столешнице 2 находятся зона крепления копиров 7, окно для фрезы с местом установки прицела 8, направляющий паз 9, ограничители перемещения столешницы в продольном 10 и поперечном 11 направлениях. 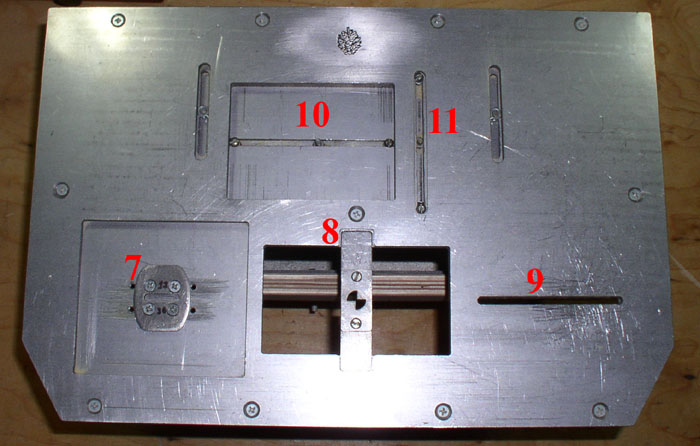 Для фиксации столешницы используются барашковые гайки, велосипедные эксцентрики или специальный эксцентриковый прижим 12, доступ к которым осуществляется с обратной стороны станины. 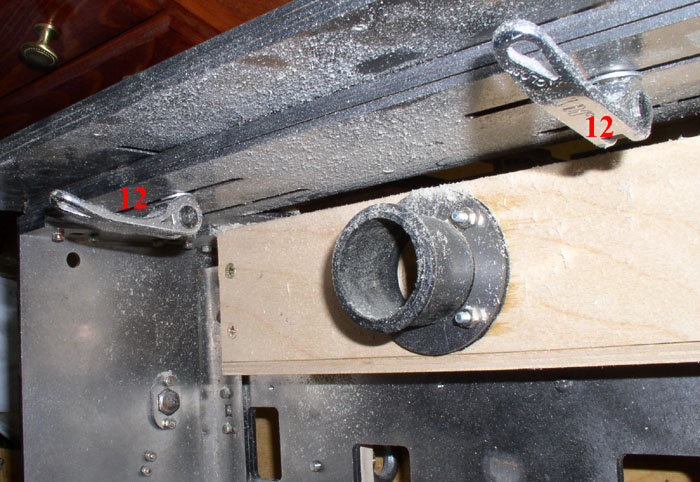 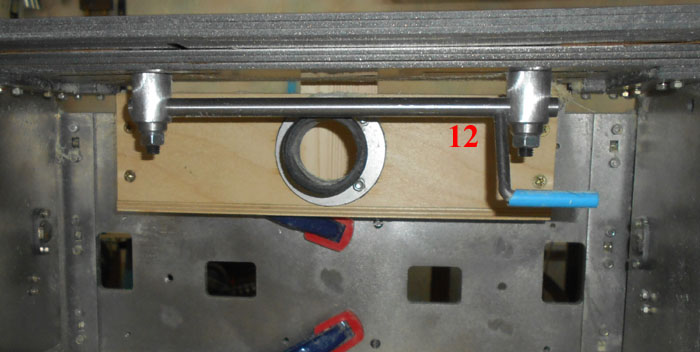 Перед началом работы надо надежно закрепить шипорезку на столе или верстаке. Оптимально прикрутить снизу к станине полосу фанеры или доску, за которую и крепить всю конструкцию к столу струбцинами. Также надо установить фрезер на подвижную пластину. ВАЖНО! Фрезер должен быть закреплен без люфтов и точно спозиционирован: ось фрезы должна совпадать с осью отверстия в пластине. Может оказаться удобным закрепить на пластине упоры из дерева или фанеры, или же кусок фанеры с вырезом, точно соответствующим подошве фрезера. В этом случае фрезер один раз точно выставляется по месту, а потом к пластине приворачиваются упоры, так чтобы они были впритык к подошве. В этом случае в следующий раз фрезер достаточно поставить на пластине по упорам, он уже будет точно отцентрован. Впрочем, если подошва фрезера имеет резьбовые отверстия, через которые он и привинчивается на пластину, правильное позиционирование получается автоматически, за счет раззенкованных отверстий в пластине - если только эти отверстия выполнены точно. Если требуется центровать фрезер на пластине, это можно сделать как относительно отверстия, через которое выходит фреза, так и относительно копировальных штифтов. В последнем случае механизм регулировки натяга ставится в положение "0", при этом ось фрезы должна находится точно на линии, соединяющий оси штифтов, и ось фрезы должна находится точно посередине между штифтами.  Фрезерование простого соединенияДля начала надо убедиться, что опорная пластина для заготовок 3 перпендикулярна столешнице. Для этого после фиксации столешницы в произвольном положении прикладываем угольник между столешницей и опорной пластиной. При отклонении угла от прямого ослабляем винты 4 и корректируем положение пластины. 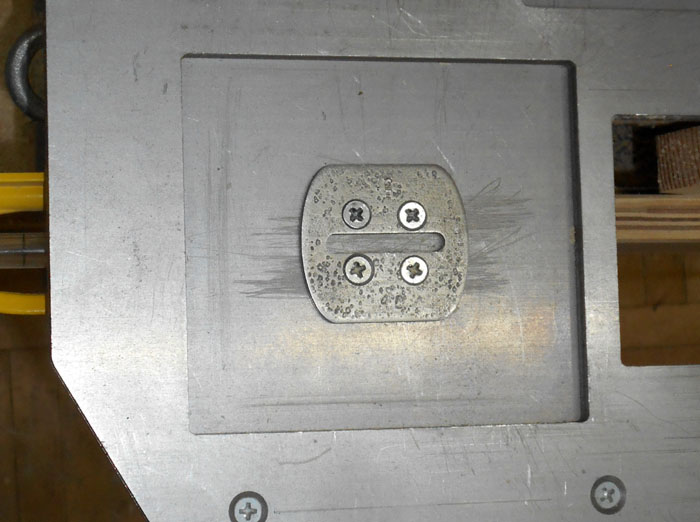 Регулятор плотности соединения 6 на съемной пластине позволяет увеличивать или уменьшать толщину шипа при неизменных размерах гнезда. Регулятор имеет 9 позиций, от -4 до +4. Получаемая плотность соединения зависит от породы и влажности древесины, типа и остроты фрезы, поэтому рекомендуется вначале сделать пробное соединение на обрезках, отрегулировать плотность, и только потом обрабатывать заготовки. Регулировка в минус делает шип более тонким, т.е. уменьшает плотность, а в плюс - увеличивает толщину шипа и, соответственно, плотность соединения. Часто оптимальная плотность достигается в положениях регулировки "0" или "+1", поэтому начинать имеет смысл с этих значений.  Фрезерование удобнее начинать с шипа. На торце заготовки размечаем центр будущего шипа. Поскольку шип должен быть параллелен оси заготовки (расположение под углом в специальных случаях тоже возможно, об этом далее, но чаще всего соединение выполняется под прямым углом), на опорной пластине удобно поставить упоры, обеспечивающие правильную ориентацию заготовки. В простейшем случае это могут быть два шитфта, строго один над другим. Заготовка должна оказаться примерно посередине опорной пластины. 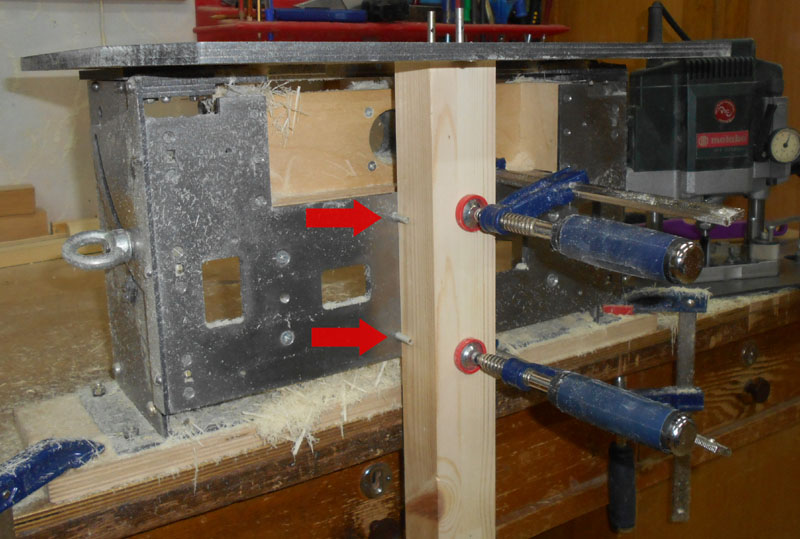 На подвижную столешницу устанавливаем прицел и перемещаем ее так, чтобы прицел находился над тем местом, где будет стоять заготовка. Затем, придерживая прицел от подъема, подводим заготовку снизу, чтобы она сбоку касалась упора (в данном случае штифтов), а торцом упиралась в прицел. После чего фиксируем заготовку в этом положении струбцинами. ВАЖНО! Заготовка ставится лицевой стороной к опорной пластине, это позволит получить в дальнейшем отсутствие ступеньки в соединении. 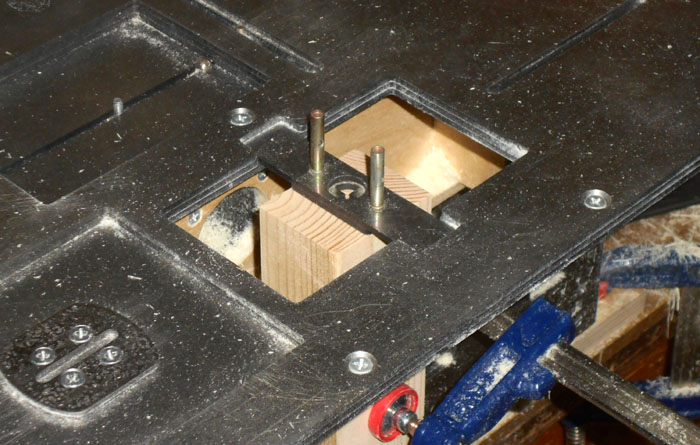 Теперь надо точно спозиционировать столешницу. При вставленном прицеле и ослабленной фиксации столешницы двигаем столешницу до совмещения прицела с разметкой центра шипа. 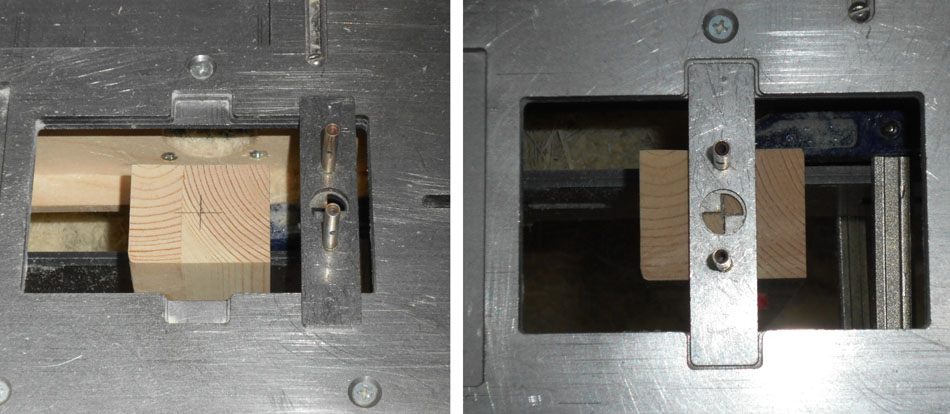 Столешница может иметь небольшой вращательный люфт, особенно в первых версиях шипорезки, поэтому, чтобы шип и паз не оказались повернутыми относительно продольной оси, на всякий случай замеряем расстояние от опорной пластины до края столешницы справа и слева - расстояние должно быть одинаковым. 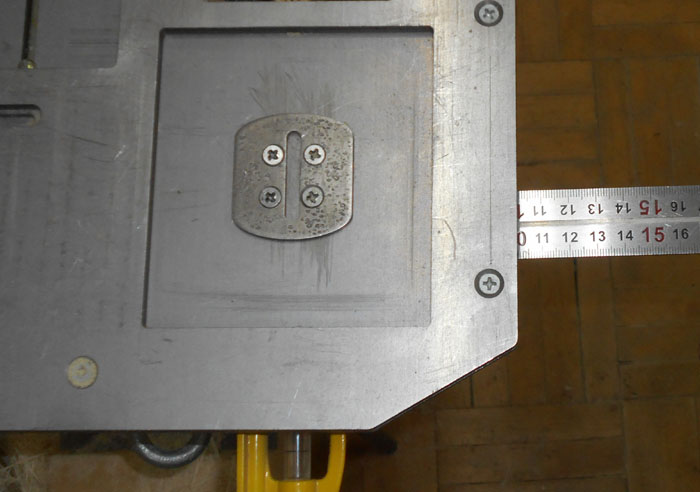 Еще надо выставить вылет фрезы, это можно сделать как до крепления заготовки, так и после. Ставим пластину с фрезером на столешницу так, чтобы штифты попали в пазы на столешнице, т.е. чтобы пластина лежала на столешнице. И опускаем фрезу, устанавливая ее вылет относительно нижней плоскости столешницы равным необходимой длине шипа. Размер контролируем линейкой или угольником.  Теперь начинаем фрезеровку. Ставим пластину с выключенным фрезером на столешницу таким образом чтобы правый штифт (где механизм регулировки плотности) попал в направляющий паз 9, а левый, копировальный штифт оказался в зоне установки копиров 7, но в стороне от копира. Фреза при этом уже выпущена на длину шипа.  Включаем фрезер и ведем его вокруг заготовки по направлению вращения фрезы - по часовой стрелке (т.е. в направлении, обратном обычному фрезерованию), снимая не более 3-5 мм за раз. Такой прием позволяет избежать сколов, которые были бы неизбежны при стандартном направлении фрезерования. ВАЖНО! При таком направлении фрезерования возможны рывки, поэтому действовать надо осторожно. 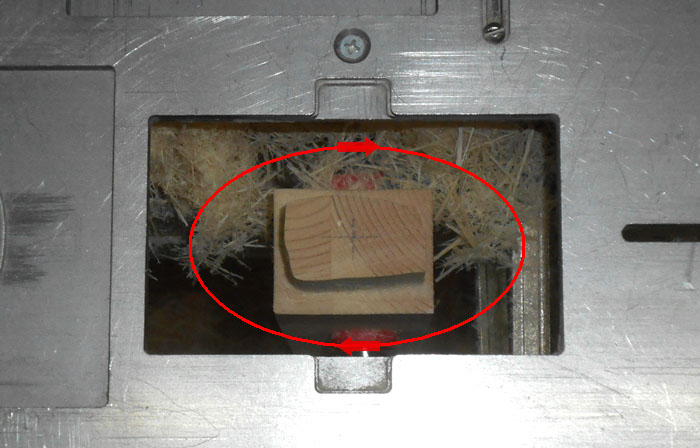 После обхода всего контура шипа попутным фрезерованием, можно переходить к стандартному направлению фрезерования, против хода фрезы (против часовой стрелки), снимая порядка 5 мм за проход. На последнем проходе копировальный штифт должен быть все время прижат к внешнему контуру копира. В результате получаем шип. При нескольких одинаковых заготовках разметку достаточно сделать только на одной из них, которая будет использоваться при настройке. Остальные заготовки при неподвижной столешнице и фиксированных упорах будут автоматически фрезероваться по образцу первой. 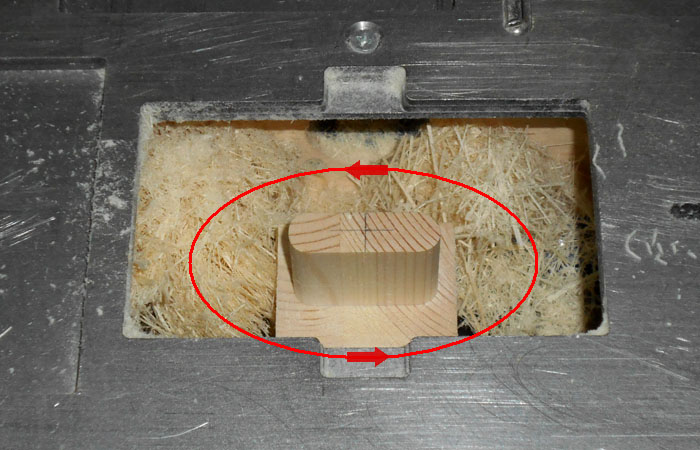 Теперь переходим к пазу. Снимаем заготовку с шипом, ставим заготовку, в которой надо сделать паз. Столешницу при этом не трогаем, она остается зафиксированной в том же положении! Центр паза должен быть отмечен в продольном направлении, центровка поперек получится автоматически. Для удобства крепления целесообразно поджимать заготовку снизу каким-либо упором. При этом верхняя сторона заготовки упирается в столешницу.  Как и для шипа, заготовка ставится лицевой стороной к опорной пластине, в этом случае даже при отклонениях в толщине заготовок лицевая сторона получится точно заподлицо. Совмещение с прицелом получается путем перемещения заготовки вправо-влево. После выставления заготовку крепим струбцинами. 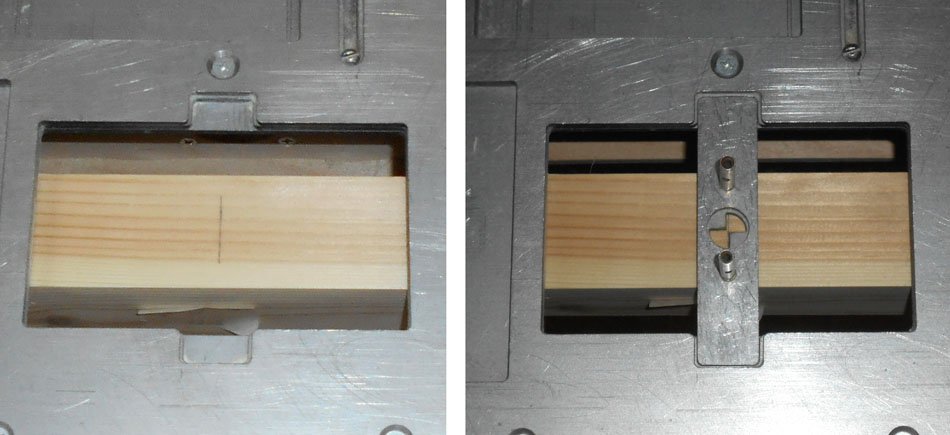 Далее фрезеруем паз. Поскольку при глубине паза, строго равной длине шипа, избыток клея или любой попавший в паз мусор не дадут шипу сесть до упора и получится щель, паз по глубине надо делать чуть больше длины шипа, разницы 0.5 мм достаточно. У фрезера настраиваем упор вертикального погружения на нужную величину (т.е. чуть больше чем при фрезеровании шипа), после чего поднимаем фрезу. Ставим пластину с фрезером на столешницу, правый штифт, как обычно, находится в направляющем пазу 9, а левый ставим в центральный паз копира. 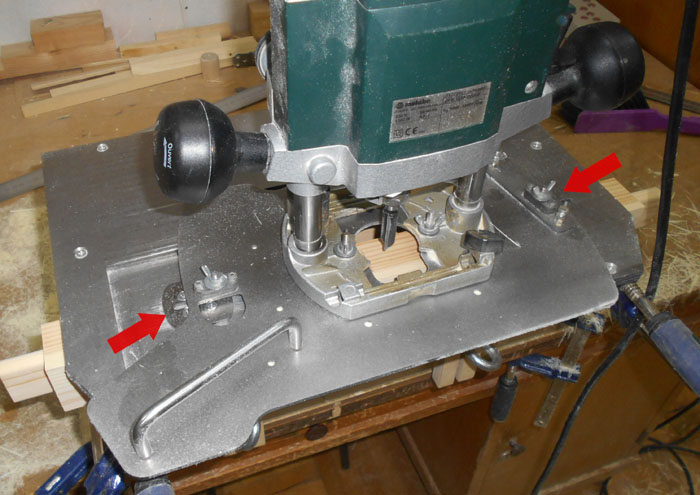 Поскольку многие фрезы не позволяют заглубляться в древесину без бокового перемещения, возим фрезер вправо-влево, при этом постепенно опускаем фрезу вниз (на 5-10 мм за проход). Последние пару проходов делаем с опущенной до упора фрезой.  В итоге получаем отлично стыкуемые шип и паз. Плотность соединения должна быть такой, чтобы шип не болтался в пазу, но для сборки не требовалось бы больших физических усилий или применения киянки. При разъединении правильно подогнанного соединения должен быть характерный звук "чпок".    Сдвоенные и счетверенные шипы/пазыШипорезка позволяет делать сдвоенные и счетверенные шипы/пазы. Сдваивание может быть в продольном или поперечном направлениях, счетверенные шипы являются их комбинацией. В любом случае расстояние между шипами (a и b) не может быть меньше выбранного диаметра фрезы. Для сдвоенных и счетверенных шипов применяются ограничители продольного 10 и поперечного 11 перемещения столешницы. Поперечно сдвоенные шипы делаются следующим образом. На заготовке размечаем центры обоих шипов. Заготовку как обычно закрепляем, и выставляем столешницу по первому шипу, пусть ближнему по отношению к работающему. После этого подводим ограничители продольного перемещения вплотную к упору (A, B). Дальний ограничитель поперечного перемещения также подводим к упору (C). Теперь выставляем столешницу по второму, дальнему шипу. После этого подводим ближний ограничитель поперечного перемещения к упору (D). В результате продольный ход столешницы блокирован упорами, а поперечный ограничен двумя заданными позициями. При фрезеровании вначале сдвигаем столешницу до упора на себя, фрезеруем один шип, затем сдвигаем ее до упора от себя и фрезеруем второй шип. При работе надо быть внимательным, чтобы при фрезеровании одного шипа не заехать на соседний. Аналогично, с двумя позициями столешницы, делаются и пазы. 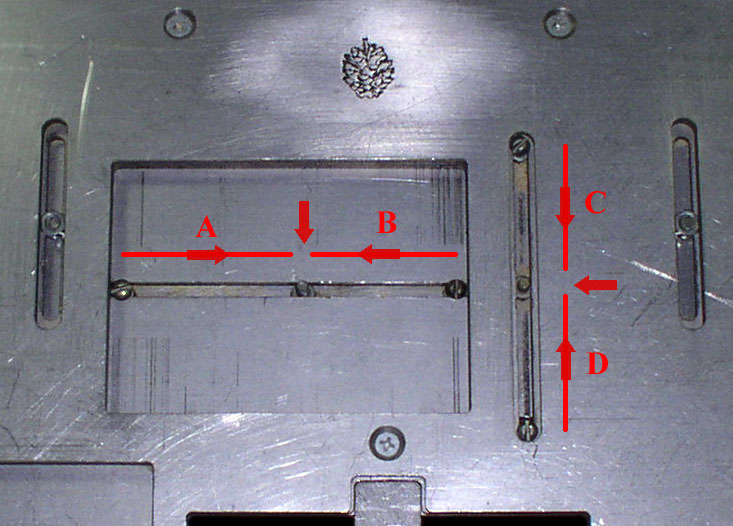 Продольные сдвоенные шипы делаются точно также, только блокируется поперечный ход столешницы, а ограничения выставляются на продольное перемещение. Счетверенные шипы/пазы есть комбинация сдвоенных продольных и поперечных. Также можно сделать не только сдвоенные в продольном направлении шипы, но и единый длинный шип. Технологически он делается так же, как и продольный сдвоенный. После выставления продольных упоров, сдвигаем столешницу до упора влево и фрезеруем левую часть шипа (паза). Затем сдвигаем столешницу до упора вправо и фрезеруем правую часть. Конечно, сдвиг столешницы должен быть таким, чтобы шипы (пазы) частично перекрывались.  Специальные виды шиповНа шипорезке можно делать соединения, при которых заготовки не перпендикулярны друг другу, а расположены под неким заданным углом в одной или в двух плоскостях.ВАЖНО! Паз всегда делается перпендикулярно плоскости заготовки. Шип же может иметь наклон. Если необходимо получить шип, наклоненный в продольном направлении, процедура не отличается от фрезеровки обычного простого шипа с той разницей, что заготовка крепится на опорную пластину не вертикально, а с наклоном на заданный угол (при этом торец должен быть спилен на тот же угол). Как и в случае простого шипа, для крепления заготовки в заданном положении нужен упор. Можно воспользоваться тем, что нижняя кромка опорной пластины параллельна столешнице, и базироваться от нее. Например, если надо изготовить одинаковые по размеру и углу, но наклоненные в разные стороны шипы, можно сделать из фанеры равнобедренный треугольник, к нижней части которого приделать направляющую планку, которая будет базироваться по нижней кромке опорной пластины. Вначале фрезеруются все шипы с загибом в одну сторону, затем треугольник перемещается и заготовки прикладываются к нему уже с другой стороны, что позволяет фрезеровать заготовки с тем же углом, но в другую сторону (для отсутствия ступенек лицевая сторона заготовки должен быть всегда обращена к опорной пластине).  ВАЖНО! При разметке центра шипа надо учитывать наклон, поэтому рекомендуется вначале сделать чертеж соединения в сечении, тогда будет видно где должен быть центр шипа. Т.е. вначале определить центр основания (где пойдет линия стыка с ответной заготовкой), затем, из него, центр верхнего торца шипа. И заготовку выравнивать по последнему.  При необходимости наклона шипа в поперечном направлении надо отклонить опорную пластину для заготовок на нужный угол. Причем, поскольку указатель угла показывает лишь примерное значение, выставлять ее оптимально по кондуктору. Проще всего выпилить из фанеры угольник с заданным углом и использовать его. Как и для продольно наклоненного шипа, рекомендуется вначале сделать чертеж соединения в сечении. Конечно, можно делать наклон одновременно как в продольном, так и поперечном направлении. Помимо закрытых шипов, на концах заготовок можно делать и открытые, какие обычно получаются при использовании циркулярной пилы. Их изготовление ничем не отличается от стандартных шипов и пазов, только надо брать копиры заведомо длиннее заготовок. Принцип показан на схеме. 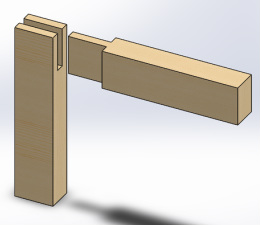 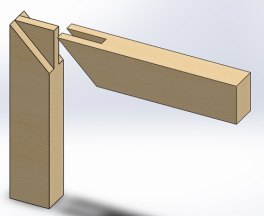  Работа с негабаритными заготовкамиИногда возникает необходимость сделать шипы или пазы на больших заготовках, которые не получается поставить в шипорезку по размеру или проблематично закрепить. Если требуется сделать шип на конце длиной заготовки, надо поднять шипорезку. Для этого на стол закрепить (не просто поставить!) тумбочку, а на нее закрепить шипорезку. Также можно поставить стол с шипорезкой над гаражной ямой, люком в подпол или лестничным пролетом, обеспечив место для заготовки внизу.При необходимости сделать пазы в длинной заготовке нужно использовать дополнительные поддерживающие опоры. Один из простых вариантов таков. Рядом с рабочим местом вертикально ставится брусок, нижним концом он упирается в пол, а в середине подручными средствами (обрезками, струбцинами) прикручивается к столу, на котором стоит шипорезка. На нужной высоте к этому бруску струбциной притягивается обрезок, заготовка одним концом крепится на шипорезку, а вторым лежит на обрезке (желательно прихватывать струбциной).  Если заготовку, в силу ее конфигурации, сложно закрепить струбцинами, можно привинтить на опорную пластину лист фанеры или МДФ произвольного размера и уже на нем фиксировать заготовку любым удобным способом.  Поскольку при максимально выдвинутой столешнице расстояние от продольной оси шипа до опорной пластины для заготовок примерно равно 50 мм, ось паза может быть сделана на расстоянии не более этих 50 мм от края заготовки. Если надо сделать паз на какой-то уж совсем большой и нестандартной заготовке, можно снять с шипорезки подвижный стол и закрепить его прямо на заготовке, например, струбцинами. ФрезыШипорезку можно использовать с прямыми пазовыми или со спиральными фрезами (спираль должна быть восходящая, как у сверел). Спиральные фрезы дают более мягкий и чистый рез, но они дороже и меньше распространены. Обычные прямые пазовые фрезы дают соединение хорошего качества, так что гнаться за спиральными необходимости нет. Длина фрезы зависит от необходимой длины шипа/глубины паза. В свою очередь, длина шипа зависит от изделия. Например, для табуретки шип нужен длинный, не менее где-то 30 мм, поскольку там присутствуют изрядные динамические нагрузки. А для полочки можно меньше, в каких-то случаях и 10-15 мм хватит. Для больших дверей и 50 мм может оказаться мало. Общее правило таково - чем толще шип, тем длиннее он должен быть. Чем больше нагрузки, тем длиннее должен быть шип. Шипорезка позволяет делать шип и паз за несколько заходов по глубине, поэтому важнее не длина режущей кромки, а общая длина фрезы, хотя делать шип за один проход по глубине (т.е. шип не длиннее рабочей высоты фрезы) проще и удобнее. Также надо иметь ввиду, что расстояние от подошвы фрезера до заготовки примерно равно 13-14 мм (толщина столешницы, пластины для крепления фрезера и накладки для лучшего скольжения), т.е. общий вылет фрезы за подошву фрезера будет равен длине шипа/глубине паза плюс эти самые 13-14 мм. Фрезы с хвостовиком 8 мм обычно имеют рабочую длину до 25-30 мм. Если нужны длинные шипы (более 30, ну 35 мм), надо использовать фрезы с хвостовиком 12 мм, они выпускаются с рабочей длиной до 50 мм. Дело в том, что имеющиеся на рынке длинные (до 50 мм) китайские фрезы с хвостовиком 8 мм имеют низкую жесткость и дают на заготовке совсем не те размеры, какие предполагались изначально. Например, паз может оказаться разбит относительно номинала на 0.5 мм и более. Также есть нюанс по спиральным фрезам. Некоторые рекомендуют использовать спиральные фрезы по металлу или переточенные сверла. Сверла, если они правильно переточены, работают, а вот с фрезами по металлу могут быть проблемы - они часто идут без затыловки, поэтому режут дерево отвратительно, только жгут материал.Типы и размеры копировИз соображений оптимальной прочности считается, что толщина шипа должна быть примерно равна 1/3 толщины заготовок. Ширина шипа в принципе чем больше, тем лучше (в разумных пределах), но шип должен иметь "плечики", чтобы паз был полностью закрыт заготовкой с шипом. Например, если заготовка имеет сечение 25*40 мм, оптимальным будут шип и паз 8*35 мм. Стандартно с шипорезкой идут копиры следующих размеров:
 Имеются копиры дюймовых размеров, они специально рассчитаны под американские фрезы дюймовой размерности. Работа с ними ничем не отличается от обычных метрических копиров. Размеры: Толщина 3/8" (9.53 мм), ширина 20, 25, 30, 35, 40, 50, 60 мм. Толщина 1/2" (12.7 мм), ширина 20, 25, 30, 40, 50, 60 мм. Все стандартные копиры дают расположение пазов вдоль заготовки. Но в некоторых случаях требуется поперечное расположение пазов или расположение под углом. Типичный пример - жалюзи. Для таких случаев есть поперечные и наклонные копиры. ВАЖНО! Шипы выполняются с помощью стандартных копиров, поперечные и наклонные используются только для пазов. Особенностью этих копиров является то, что каждый рассчитан на два или три размера пазов и, соответственно, может устанавливаться в двух или трех позициях. Рабочим является тот профиль копира, который в данный момент находится в центре зоны установки копиров на столешнице. Крепление при этом может быть довольно причудливым, например, винты располагаются треугольником. Установка двухпозиционного наклонного копира показана на картинке. Вертикальной линией обозначена середина зоны копиров на столешнице. 
Причем копиров два набора - правые и левые (наклон пазов в разные стороны). В любом случае установка, как и для поперечных копиров, требует правильной ориентации - прогибом (выступом) влево - влево-вверх или влево-вниз.  15, 20, 25, 30, 35 мм. ВАЖНО! Для первых четырех используется фреза диаметром 12 мм, а для шипа 35 мм - фреза 10 мм (это связано с конструктивными особенностями шипорезки). Копиры идут двумя наборами - первый в размер, а второй дает шипы увеличенного на пару десятых мм размера - на случай сильно разбитых при сверлении отверстий-гнезд. Устанавливать эти копиры надо с правильной ориентацией - более сильным прогибом влево.  ВАЖНО! на плотность соединения влияет вылет фрезы, штатная регулировка плотности может не помочь. Поэтому при проблемах такого рода надо менять вылет относительно номинального. Увеличение вылета увеличивает плотность.   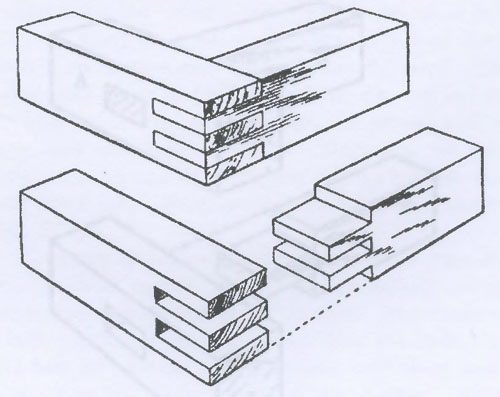 | СтатьиЗапчасти для тяжелых мотоциклов Урал и Днепр |
© Шипорезка.ру - инструменты столярам!. г.Москва, Б. Академическая д. 24, корп. 1 - Адрес выдачи согласованных заказов при самовывозе ! | ||


