Шипорезка.ру - инструменты столярам! Найти г.Москва, Б. Академическая д. 24, корп. 1 - Адрес выдачи согласованных заказов при самовывозе !  Статьи. | Купить: Пн-Пт: 09.00-19.00, Суббота: 9:30-14:00 Воскр.: Выходной 8-903-296-84-19 Справки по телефонам с 09:30 до 18:00 (Московское): ( Юрий Михайлович ) г.Москва, Б. Академическая д. 24, корп. 1 - Адрес выдачи согласованных заказов при самовывозе !  Заказать звонок: Заказать звонок: | |
 Каталог изделий Шипорезка FMT для фрезера Шипорезка FMT для фрезера Ящичная шипорезка и ящичные шаблоны Ящичная шипорезка и ящичные шаблоны Втулки копировальные для фрезера Втулки копировальные для фрезера Пластины для установки фрезера в стол Пластины для установки фрезера в стол Пластины для циркулярки и электролобзика в стол Пластины для циркулярки и электролобзика в стол Профили для фрезерного стола, приспособления, услуги и прочее Профили для фрезерного стола, приспособления, услуги и прочее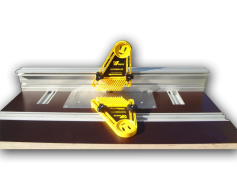 Фрезерный стол Фрезерный стол Распиловочный стол Распиловочный стол Комбинированные фрезерно-распиловочные столы Комбинированные фрезерно-распиловочные столы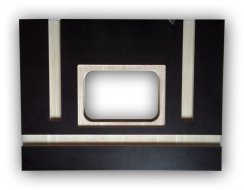 Столешницы, подстолья и верстаки Столешницы, подстолья и верстаки Транспортиры для фрезерного и циркулярного столов. Упоры Транспортиры для фрезерного и циркулярного столов. Упоры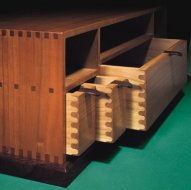 Ящичные и мебельные соединения - набор комплектующих Ящичные и мебельные соединения - набор комплектующих Измерительные инструменты и электротехника. Измерительные инструменты и электротехника. Фрезы по дереву для ручного фрезера Фрезы по дереву для ручного фрезера Свёрла и зенкеры. Свёрла и зенкеры. Пильные диски по дереву. Пильные диски по дереву. Наши проекты Наши проекты Уголок металлиста Уголок металлистаА также:Быстрый поиск:Код товара: стоимость: строка поиска:  Тип товара: НайтиЛазерная резкаЛазерная резка по вашим чертежам Токарные и фрезерные работыИзготовление под заказ. Токарные и фрезерные работы. | Как работать с ящичными шаблонами. Инструменты и приспособления для работа с ящичными шаблонамиДля фрезерования шипов необходимы следующие инструменты и приспособления (рис. 1):
рис.1
Подготовительный этап.Для начала надо поставить шаблон на станину, а копировальную втулку и фрезу - на фрезер (рис. 2).
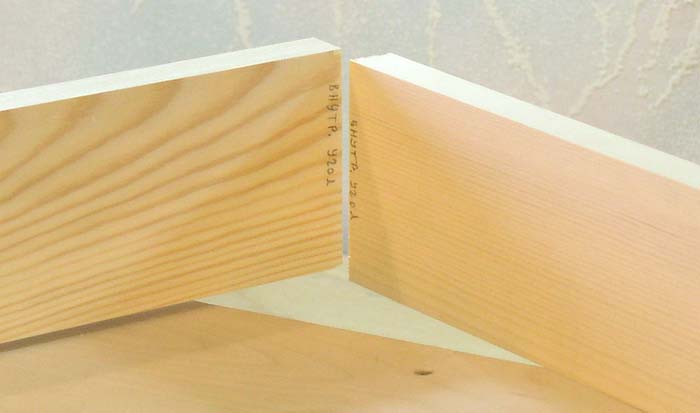
рис.2 Теперь занимаемся заготовками. Торцы должны иметь прямой угол со всеми прилежащими кромками и плоскостями. Чтобы не запутаться, ставим около торцов метки (рис. 3), причем при сборке ящика нумеруем каждый угол одинаковой цифрой на обеих заготовках. И не забываем при этом, что самый конец заготовки будет фрезерован и поэтому надписи на нем исчезнут. А маркировка углов ящика еще потребуется при сборке. На рис. 3 заготовки лежат в той позиции, в которой они будут находится в готовом соединении.
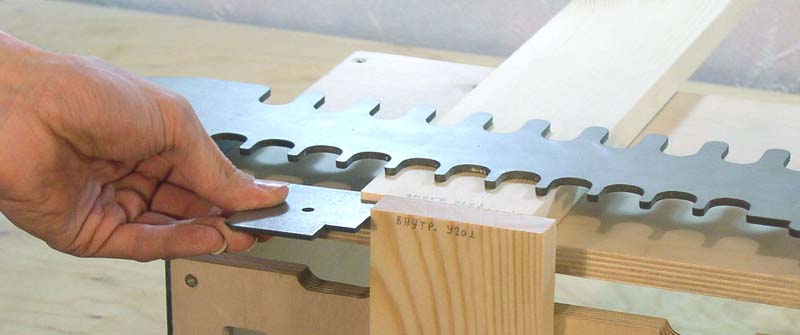
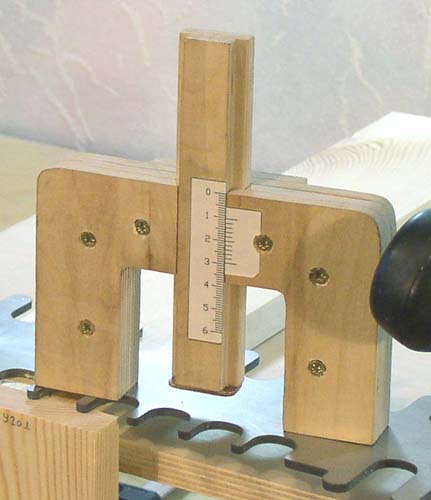
рис.3 Крепим заготовки на станину. Горизонтально ставится та заготовка, в которой будут пазы, а вертикально - та, на которой шипы. Торец вертикальной заготовки находится строго заподлицо с верхней плоскостью горизонтальной заготовки. Торец горизонтальной заготовки упирается по всей длине в вертикальную заготовку. Заготовки сдвинуты друг относительно друга на половину шага шипа. Так как у нас шаг 25 мм, сдвиг равен 12.5 мм. Для упрощения выставления сдвига используем кондуктор (рис. 4). У него сделаны вырезы под разные шаги, надо не перепутать которую сторону которого выреза использовать. Шаблон лежит на горизонтальной заготовке, причем чтобы он не перекашивался, под дальний (неиспользуемый) конец подкладывается обрезок заготовки (на рисунке не показан, находится справа). рис.4 Теперь выставляем шаблон. Продольная ось шаблона обязательно должна быть строго параллельна линии стыка заготовок. По зубцами шаблона проведена выравнивающая линия, поэтому проще всего совместить ее с линией стыка заготовок (рис. 5). Выравнивающая линия (т.е. шаблон) может быть немного сдвинута относительно стыка заготовок (красные стрелки с буквами A и B), что влияет на получаемое соединение. Подробнее о этом чуть ниже. рис.5 Теперь надо выставить вылет фрезы. Для профиля 3 шаблона DW-1 расчетный вылет 9.2 мм. Вылет влияет на натяг (плотность) соединения, причем натяг при одном вылете может быть разным в зависимости от экземпляра фрезы и ее остроты, породы и влажности материала и даже от силы прижима фрезера к шаблону (за счет отгиба элементов шаблона). На практике обычно приходится выставлять значение больше расчетного, поэтому возьмем 10.5 мм (рис. 6). Выставляем вылет относительно нижней плоскости шаблона (рис. 7). Кстати, фрезер стоит как раз на том месте, где под шаблоном находится поддерживающий обрезок заготовки.
рис.6
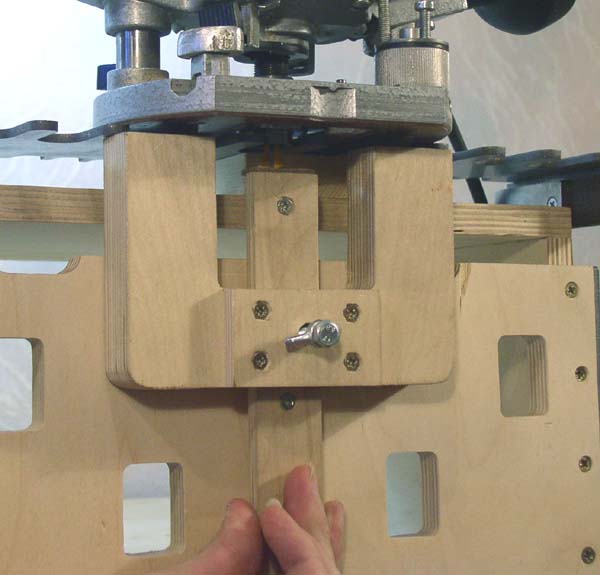
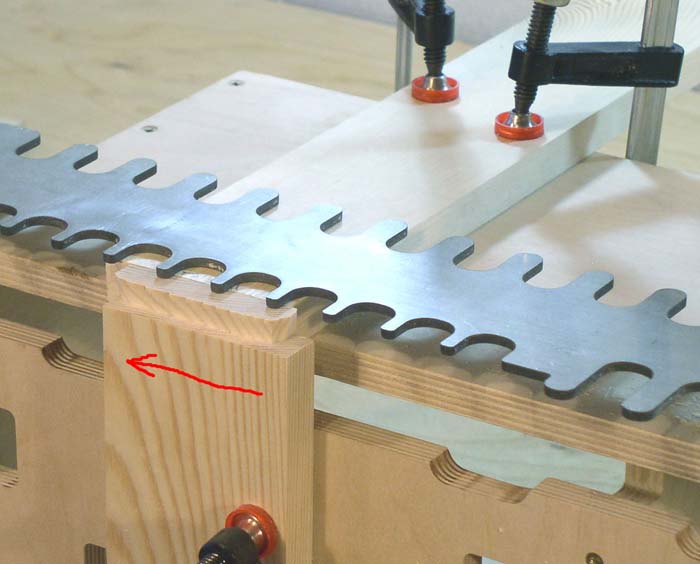
рис.7 Фрезерование.Проверяем, что обе заготовки тщательно прикручены струбцинами к станине. После этого делаем первый проход, снимая несколько миллиметров. (рис. 8). Фрезер ведем по движению фрезы (показано красной стрелкой), т.е. не как обычно. Такой проход позволяет снять края без опасности получить сколы.
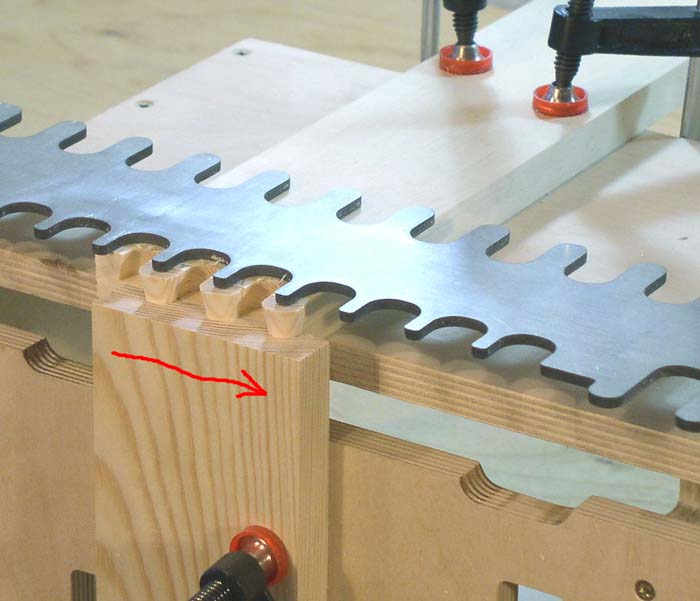
рис. 8 Далее выполняем второй проход. Для мелких шипов можно один, для крупных два или более - чтобы не снимать много материала за раз. Фрезер ведем уже как обычно, против направления вращения фрезы (рис. 9, показано стрелкой). На последнем проходе плотно прижимаем втулку к шаблону, чтобы не было недофрезерованных участков. На всех проходах, включая и последний, вести фрезер надо аккуратно, без рывков, во избежание сколов на заготовках. Фреза должна быть острой.
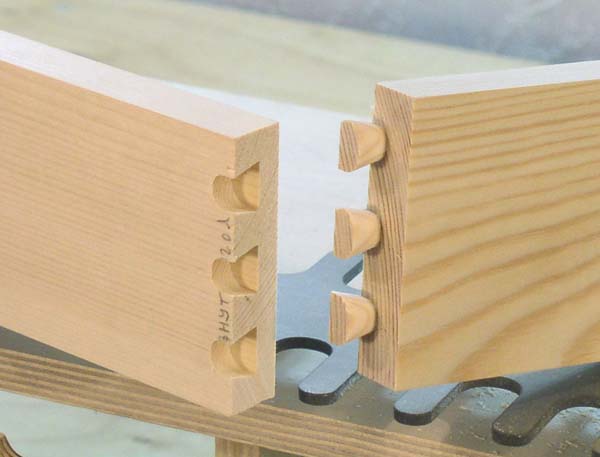
рис. 9 Готовое соединение, еще не собранное, показано на рис. 10 и 11.
рис. 10
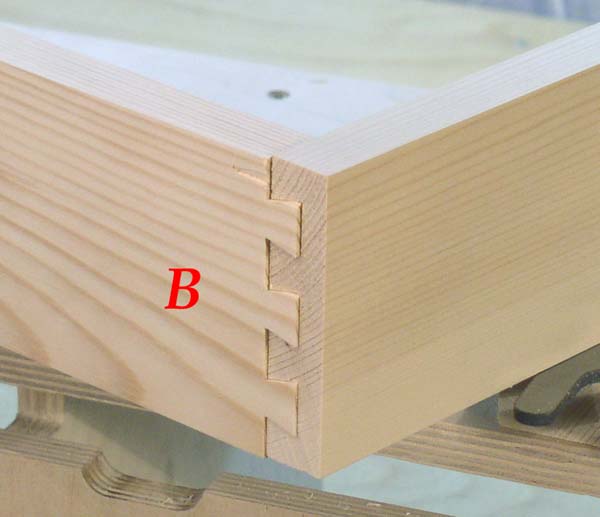
рис. 11 Если шаблон был слишком выдвинут на себя (рис. 5, направление B), мы получим соединение, показанное на рис. 12. Это нехорошая ситуация, так как для получения красивого соединения (заподлицо) придется сошлифовывать всю стенку с шипами.
рис. 12 Если же шаблон был выдвинут слишком от себя (рис. 5, направление A), получаем соединение как на рис. 13. Тут ситуация существенно лучше, так как достаточно сошлифовать или сфрезеровать только выступающий торец. Сильный сдвиг ощутимо утоньшает шипы и уменьшает габариты собираемой коробки относительно расчетных, но небольшой сдвиг делать рекомендуется - это позволит даже при некоторых ошибках в выравнивании не оказаться в ситуации, показанной на рис. 12.
рис. 13 Теперь о влиянии вылета фрезы. Попробуем потянуть заготовки в разные стороны. Если натяг мал, заготовки слегка разойдутся и образуются щели (рис. 14). Если они невелики (порядка 0.5 мм), после склейки с прижимом соединение будет прочным. При больших щелях придется увеличивать вылет фрезы и повторять все по новой. Возможен и обратный вариант. Если вылет слишком большой, соединение получится очень тугое и собрать его можно будет только с применением киянки. Это тоже нехорошо, потому что при финишной сборке почти весь клей выдавится из шва и соединение будет слабым. Плюс повышается вероятность повредить заготовки.
рис. 14 Таким образом, прежде чем работать с чистовыми заготовками надо сделать тестовое соединение. И если оно окажется неудачным по тем или иным параметрам, потребуется изменить положение шаблона или вылет фрезы и повторить пробу. Когда результат будет достигнут, можно смело браться за фрезеровку рабочих деталей. Материалы взяты Работа с приспособлением для фрезерования ящичных шипов ласточкин хвост Видео по теме: | СтатьиЗапчасти для тяжелых мотоциклов Урал и Днепр |
© Шипорезка.ру - инструменты столярам!. г.Москва, Б. Академическая д. 24, корп. 1 - Адрес выдачи согласованных заказов при самовывозе ! | ||